
Neuchâtel, ‘Les Buttes’ and ‘La Côte-aux-Fées’
The Val Fleurier manufacture is the result of a process that began in the 1990s, in the days when the Richemont Group was still called the ‘Vendôme Luxury Group’.
“Until the 1990s,” says Henry-John Belmont, “everything was centralized via Cartier, which, at that time, accounted for 90 percent of the group’s results. In 1999, the owner, Johann Rupert, decided to give a larger degree of autonomy – mastering the procedures, fabrication, distribution, and communication – to the nine brands that he owned. But, on the industrial level, the group was not too confident of its abilities, with the exception of making cases, thanks to Cartier. Not possessing the desired manufacturing expertise, the group decided to buy LMH.”
We all remember the Homeric battle won by Richemont against LVMH and the Swatch Group, after these giants both threw in the towel. The amount paid for LMH seemed colossal, but it allowed the Richemont group to gradually verticalize the production of all its brands.
The choice of autonomy
“This verticalization,” continues Belmont, "goes hand in hand with a strategic choice: favour the mechanical watch and the haut de gamme sector. Thus, the Haute Horlogerie division of Richemont was created. On a distribution level, autonomous teams were created for each brand; autonomy was also granted for product development, purchases, and assembly, which is fundamental from a quality control point of view.
On an industrial level, major investments were allocated: Jaeger-LeCoultre, already an integrated manufacture, was allowed to follow its projects of expansion, as was Piaget. IWC and Lange & Söhne continued their verticalization efforts; a vast unit was created for Cartier in La Chaux-de-Fonds; and facilities were established for Panerai, Montblanc, and Baume & Mercier in Brenets."
Before the purchase of LMH, the group had all the necessary technologies at its disposal, thanks notably to its state-of-the-art equipment, but it did not have the savoir-faire it wanted in Haute Horlogerie. Cartier, for example, had built its independence using quartz, while mechanical movements remained relatively marginal (at the highest production, the brand produced 700,000 quartz watches as compared to 20,000 mechanical timepieces).
A veritable ‘mechanical movement strategy’ was therefore put into place, not only so that the group could progressively verticalize all of its production – including assembly – but also so that each brand could produce its own movements.
“Some of our brands not only already had their own movement, but they also had the industrial capability to design and manufacture them. But this was not always the case. Other brands did not have the necessary ‘surface’ or know-how to create their own integrated manufacture.”
This is where ‘Val Fleurier’ comes in.
Movement strategy
“Val Fleurier responds precisely,” adds Belmont, “to the need of developing a movement strategy for each of our brands. We have created this structure to help the different brands, which have not yet mastered the production chain, to better understand the mechanical movement. Val Fleurier therefore has been set up to design movements based on the specifications and needs of the brands, and to produce the component parts. Progressively, however, the assembly and various additions to the calibres should revert back to the individual brands.”

The manufacture’s engineering department located in Buttes
A spread-out manufacture
Val Fleurier is an integrated manufacture that is spread out over three distinct sites: research and development at Neuchâtel; production and machining at Buttes in the Val de Travers; finishing and decoration in La Côte-aux-Fées.
This arrangement allows the design of five or six new calibres per year and the fabrication and finishing of 20,000 exclusive movements (with 50,000 movements over time). In all, there are already more than 150 employees, including 25 engineers. “We decided to set up our facilities in Neuchâtel and the Val de Travers because this region is not yet saturated, and it is very interesting for its timekeeping history, the quality of its environment, its proximity to major transportation networks, and its pool of highly qualified workers.”
To the question of whether having a technical bureau in Neuchâtel, far from the production site is not a handicap, Eric Klein, Assistant CEO of the manufacture – and a one-man band – answers with his customary vivacity. “Actually, the opposite is true; it is an advantage. The technical bureau can spend time on its tasks without being interrupted by minor production problems on a daily basis, thus allowing it to become fully responsible. And also, since we are totally integrated, our computer access allows us to have real time communication with production.”

Virtual
The technical bureau, equipped with cutting edge technology and manned by a team of young engineers, works directly with the CEOs of the various brands. The keyword of design, as it is carried out here, is ‘virtual’.
Here, a virtual prototype is constructed, with complete and dynamic computer simulation. On arrival, “everything can be put together directly in the first assembly,” says Klein, adding, “This does not mean that it is already reliable at this stage, but it does work from first being assembled, which gives us an exceptional reactive time.” In the spirit of rationalizing production operations, “the gears and movement blanks are perfectly adaptable elements, which allows us to create for various small series. But the mechanisms require many operations. For example, the pull-out pieces and levers, etc., are reused.”
Production in Buttes
These technical designs are then passed to the manufacture’s engineering department located in Buttes before passing on to production. Here processes such as lathing, milling or electro-erosion are computer simulated in order to calculate the machining time necessary for creating the first virtual prototype, or ‘zero series’. From that point, a dossier of complete plans, defining each step, is transmitted to the prototyping atelier.
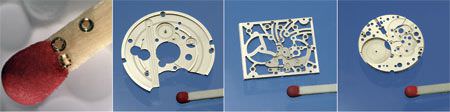
Installed in a recently renovated building, the Buttes facility is ideally separated into two vast halls – one for making prototypes and one for production. Each of these two ateliers is equipped with identical machines (a bank of the latest generation of CNC multi-axis models), which allows easy transfer from prototype to production. All the parts, which are essentially pieces with high added value intended for small series production, are in brass, nickel silver, titanium or gold. After trimming and washing, these parts are taken to the facility in La Côte-aux-Fées, a few kilometres away, to be finished and decorated.
La Côte-aux-Fées
The third ‘station’ of the Val Fleurier manufacture is located in the buildings occupied by Piaget, a company founded in 1875. A large part of the manufacture is set aside for Val Fleurier, and includes several ateliers for mounting, decoration and movement assembly.
About 100 people work there, including 30 watchmakers, who are divided into ateliers that are purely manual and artisanal (hand chamfering, for example, for tourbillon cages, circular-graining, satin-finishing, line-drawing, guillochage, barrel assembly, adjustment of screw balances, etc…) and ateliers that are partially mechanized for the most current production. The especially important quality control process is integrally centralized, which means that quality surveillance can be done at each step of a product’s evolution.
Placed in service this summer, the ‘spread’ manufacture Val Fleurier is already operating at full steam. It is an important part of the ambitious strategy of the group’s brands to develop their own savoir-faire, gradually move up-market, and then to create their own calibres, movements, mechanisms and finishings in the years to come.
A high-priced autonomy but will now allow Richemont to strengthen its positions in the realm of Haute Horlogerie.
Source: February - March 2006 Issue




